Spiral Duct Machine Applications And Efficiency In Modern HVAC Systems
Jump to section
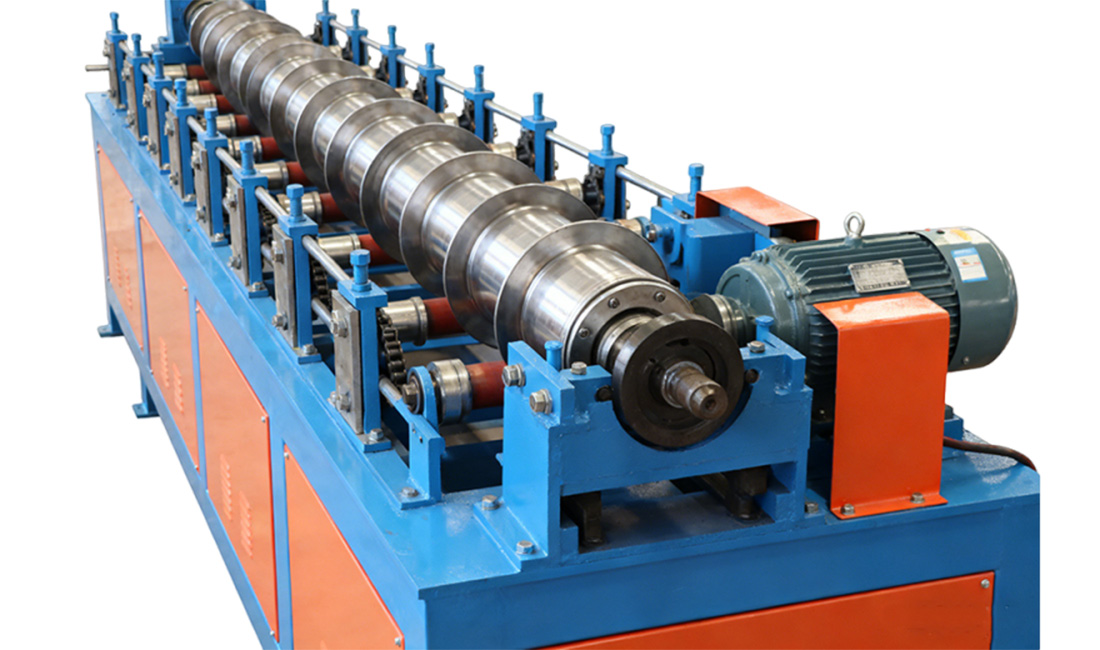
A spiral duct machine shapes metal coils into continuous round air ducts for HVAC systems, creating spiral seams that boost strength and airtightness. This equipment automates duct production from galvanized steel, aluminum, or stainless steel, delivering reliable results for ventilation, heating, and cooling jobs.
Major manufacturers like Spiro, Mestek Machinery, and BLKMA have pushed this technology forward, meeting strict standards for airflow and energy use.
Spiral duct machines help fabricators meet ASHRAE and SMACNA specs for commercial and industrial buildings. Understanding how these machines operate, what materials they handle, and which specs impact performance helps professionals pick the right model for their needs.
The next sections dig into operating principles, design types, and performance metrics. Applications across industries, maintenance insights, and recent innovations that boost automation and precision also get covered.
What Is a Spiral Duct Machine?
Spiral duct machines shape metal strips into round ducts for HVAC and ventilation. The process combines feeding, forming, and cutting in one automated line, ensuring consistent tube diameter, tight seams, and accurate thickness.
Most machines handle duct diameters from 80 mm to 1500 mm.
Definition and Core Functions
As a mechanical forming system, a spiral duct machine turns flat metal coils into spiral ducts using a continuous coiling and locking motion. Typical speeds run from 10 m/min to 35 m/min, depending on the model and material.
Galvanized steel, stainless steel, or aluminum sheets between 0.4 mm and 1.2 mm thick work best. This controlled thickness keeps seams tight and strength uniform throughout the duct.
Servo-driven feeding rollers guide the metal into a forming head, shaping it into a spiral. The built-in cutting system—usually a plasma or rotary shear—cuts ducts to the desired length. Automation across feeding, forming, and cutting cuts down on manual labor and keeps dimensions consistent even in long runs.
Key Components
Standard spiral duct machines feature a decoiler, feeding unit, forming head, seam lock unit, and cutting system. The decoiler handles metal coils up to 1250 mm wide and 3 tons in weight, with tension control to prevent wrinkles or stretching.
Operators adjust the forming head to set duct diameter, making anything from 80 mm to 1500 mm. The seam lock unit—using a button lock or welded seam—creates mechanical strength and keeps air leakage rates under 2% per meter.
Most machines use a PLC-based control panel with a touchscreen. Digital controls let operators store production settings for repeat jobs, improving accuracy and slashing setup time. The cutting system, whether rotary shear or plasma torch, trims ducts cleanly without warping the edges.
Types of Spiral Duct Machines
There are three main types: manual adjustment, semi-automatic, and fully automatic. Manual machines require hands-on adjustment and suit small shops making under 100 m of duct per hour.
Semi-automatic systems use motorized diameter control and PLCs, producing 150–250 m/h. These strike a balance between cost and flexibility for mid-sized manufacturers.
Fully automatic models add servo control, automatic lubrication, and sensors for real-time monitoring. These can make ducts up to 1500 mm diameter with ±0.5 mm tolerance, keeping seams stable even during nonstop runs.
Choosing between types involves trade-offs. Manual units cost less but take longer to switch between sizes. Automatic systems boost precision and speed but need more investment and regular calibration to stay dialed in.

How Spiral Duct Machines Work
Spiral duct machines turn flat metal coils into continuous round ducts by feeding, shaping, and cutting them to length. Controlled pressure, synced movement, and automated cutting keep diameter, pitch, and wall thickness consistent for HVAC and ventilation.
Forming Process Overview
The process starts when a flat metal strip—often galvanized steel, aluminum, or stainless steel—enters the forming head. These strips usually measure 0.4–1.2 mm thick and 80–1,500 mm wide.
Inside the forming head, rollers wrap the strip around a mandrel, creating a spiral. The helix angle (typically 60–75°) sets the duct’s pitch and strength. Tighter angles make the duct more rigid, but can slow airflow.
Servo-driven forming rollers apply steady pressure—about 1.5–2.5 kN—to keep seams uniform. Mechanical locks or welds keep air leakage below 2% at 2,000 Pa, so ducts meet SMACNA Class 3 standards for commercial HVAC.
Different forming head sizes let operators make ducts from 80 mm to 1,500 mm. Swapping heads allows quick changes for various duct types without reconfiguring the whole machine.
Material Feeding and Handling
The process begins at a coil feeder that holds up to 1,200 kg of metal. A servo-controlled straightener flattens the strip to within ±0.2 mm before it enters the forming head.
Feed speed usually sits between 10–35 m/min, depending on duct size and material. Photoelectric sensors check coil alignment, adjusting roller tension if deviation goes beyond ±0.5 mm.
The hydraulic decoiler keeps back tension steady at 150–200 N, so the strip stays stable even at high speeds. This controlled feed lets the machine produce ducts with wall thickness uniformity better than ±3%.
Operators enter coil specs through a PLC interface (IEC 61131-3 compliant), cutting manual errors and keeping duct geometry consistent.
Cutting and Finishing Mechanisms
When the duct hits the programmed length, a synchronized cutting system kicks in. Most machines use a rotary flying cutter powered by a 3 kW servo motor that matches the duct’s speed, avoiding deformation.
The SKD11 tool steel blade (about 60 HRC hardness) typically lasts for 80,000 cuts before sharpening. Since the blade moves with the duct, length accuracy stays within ±1 mm per 3 m.
After cutting, ducts run through a deburring and calibration station to smooth edges and check roundness (within ±0.8 mm). Machines with automatic stacking arms can handle ducts up to 2.5 m long and 40 kg each, speeding up workflow.
These finishing touches get each duct section ready for assembly, cutting down on extra processing and keeping airflow performance steady in the field.
Applications of Spiral Duct Machines
Spiral duct machines make round metal ducts for air distribution, ventilation, and exhaust. These machines deliver consistent wall thickness, tight seams, and precise diameters, reducing air leakage and energy loss in all kinds of commercial and industrial settings.
HVAC Ductwork Production
Spiral duct machines typically form ducts from 80 mm to 1600 mm in diameter and 0.4 mm to 1.2 mm thick, covering both low- and high-pressure HVAC systems. Mechanically locked, continuous seams keep leakage rates under 1%, improving airflow.
Most machines run galvanized steel (G90 grade, 0.8 mm) or aluminum (AA1100 series) coils that resist corrosion and stay strong up to 250°C. Stainless steel (AISI 304) works for chemical or humid environments.
The forming head shapes the coil into a spiral seam at about a 60° angle, creating a rigid tube that withstands internal pressures up to 2500 Pa. This round geometry means less reinforcement than rectangular ducts of the same area.
Automated cutters and length controls keep tolerances within ±1 mm, making duct connections easier and speeding up installation. Spiral ducts, though, do take up more ceiling space than flat-oval ducts.
Industrial Ventilation Systems
In factories, spiral duct machines build ducts for dust extraction, welding fumes, and exhaust systems. Duct diameters usually range from 100 mm to 2000 mm, depending on required airflow. These systems often run at 10–20 m/s, needing ducts with at least 3000 Pa pressure resistance.
Carbon steel (Q235 grade) or stainless steel (AISI 316L) resists abrasion and high heat up to 400°C. Thicker gauges (1.0 mm to 2.5 mm) help cut down on vibration and noise.
The spiral seam design spreads stress along the duct wall, preventing fatigue cracks common in welded pipes under pulsing airflow. Spiral ducts keep their shape even when pressure fluctuates.
Factories often use spiral ducts with inline dampers and HEPA filters. The smooth inside surface (Ra ≤ 3.2 μm) limits dust buildup, reducing maintenance. Heavier material, though, means more weight and sometimes trickier overhead installs.
Commercial Construction Uses
Shopping centers, airports, and office towers use spiral duct machines to make ducts that meet both performance and visual standards. Typical diameters of 150 mm to 1250 mm fit ceiling-mounted networks handling 200–5000 m³/h airflow.
Aluminum (AA3003-H14) and pre-painted galvanized steel are common for visible installs, weighing 2.7–3.5 kg/m for a 500 mm duct and resisting corrosion in up to 85% RH indoor humidity.
Automated cutting and slotting modules add access doors, sensor ports, and branches with tolerances under ±0.5 mm. This precision means crews can assemble long duct runs with almost no field modifications.
Round ducts cut pressure drop by about 15% compared to rectangular ones, lowering fan energy and helping meet ASHRAE 90.1 standards. Still, round ducts aren’t as easy to route around beams, so extra elbows or offsets might be needed.
Key Features and Specifications
Spiral duct machines roll metal coils into continuous round ducts using automated forming and seam-locking. Speed, torque, and material limits set their production output, precision, and compatibility with different metals.
Control systems, drive setups, and forming head design all shape duct quality and production efficiency.
Production Capacity
Production capacity comes down to forming speed, duct diameter range, and coil thickness. A standard industrial model forms ducts at 8–20 meters per minute with diameters between 100 mm and 1,200 mm.
Machines with higher torque motors, like 7.5 kW to 11 kW, keep output steady when forming thicker galvanized steel. The feed system usually supports coil widths of 1,370 mm and thicknesses from 0.4 mm to 1.2 mm.
Forming rollers apply constant pressure across this range, so the spiral seam stays airtight and uniform. Faster machines use servo-driven cutters that cut cycle time by up to 15%, which really helps on big HVAC projects.
Operators in high-volume shops often pick machines with automatic tube discharge and adjustable forming pitch. This setup lets crews switch duct diameters fast, skipping manual recalibration and cutting downtime.
Of course, higher speed and torque draw more energy, so facilities have to weigh performance against power bills when picking machines.
Automation and Controls
Modern spiral duct machines run on PLC-based control systems with touchscreen HMIs for input and diagnostics. These systems keep forming, cutting, and seam-locking in sync.
The PLC checks motor load and feed rate in real time, which prevents over-tensioning that could mess up thin metal sheets. Advanced models add servo motors with positional accuracy of ±0.1 mm, so duct length and pitch stay consistent.
Operators can store up to 50 preset programs for common duct sizes. Machines that support CAN bus communication enable remote monitoring and maintenance tracking.
Automation usually covers auto-lubrication systems and coil-end detection sensors. These features cut down on manual work and keep rollers lubricated for longer life.
The extra electronics mean the machine needs a stable power supply and periodic calibration to stay accurate.
Supported Materials
Spiral duct machines handle several metals, including galvanized steel (G90 grade), aluminum (AA3003), stainless steel (AISI 304), and copper. Each metal calls for specific roller hardness and forming pressure.
Stainless steel, for example, needs hardened rollers rated at 60 HRC to avoid surface scoring. The forming head works with material thicknesses between 0.4 mm and 1.2 mm, depending on duct diameter.
Aluminum, with lower yield strength (about 95 MPa), forms easily at lower torque. Galvanized steel, with yield strength near 275 MPa, needs more forming pressure.
Lock seam design changes slightly by material to keep seam integrity high. Machines with interchangeable forming molds let operators switch metals quickly without retooling.
Operating temperature limits usually fall between 5°C to 40°C, so forming stays stable in most workshops. Material choice affects both cost and duct lifespan.
Galvanized steel resists corrosion for general HVAC jobs, while stainless steel gets the nod for chemical or food facilities where hygiene matters.
Benefits of Using Spiral Duct Machines
Spiral duct machines boost air duct production by increasing output speed, keeping shapes uniform, and cutting material waste. The automated forming process produces round, leak-resistant ducts, which suits modern HVAC systems that need energy efficiency and steady performance.
Efficiency and Speed
A spiral duct machine can crank out ducts at 10 to 35 meters per minute, depending on the model and material thickness. The machine forms metal strips into a spiral continuously, so operators skip manual joining, which slows down rectangular duct work.
Most machines use servo-controlled feed systems to keep constant tension on galvanized steel, aluminum, or stainless steel coils. This control prevents deformation and lets the machine run for up to 8 hours without recalibration.
The forming head and cutting unit work together. When a duct reaches the programmed length, an automatic plasma or shear cutter finishes the section in under 3 seconds.
This automation helps manufacturers handle large projects with smaller crews. Continuous feed and automatic cutting mean production lines can hit up to 25% shorter cycle times compared to traditional duct-making.
Faster project completion and more predictable delivery schedules follow naturally.
Consistency and Quality
Spiral duct machines form ducts with a diameter tolerance of ±0.5 mm and a seam overlap width of 4–6 mm. That tight tolerance means airtight joints.
CNC-controlled forming rolls keep pitch and spiral angle consistent through each duct section. Most machines work with zinc-coated steel (grade DX51D+Z275) or AISI 304 stainless steel for corrosion resistance.
These materials let ducts run in humid environments—up to 95% at 40°C—without visible rust for at least 5 years. The mechanically locked or welded seam along the spiral gives ducts a leakage class up to Class D under EN 12237.
This tightness cuts air loss and energy waste in HVAC systems. The round shape also reduces turbulence, dropping pressure by 10–15% compared to rectangular ducts.
Consistent geometry means spiral ducts fit well with standard fittings and flanges, so installers see fewer errors and less rework.
Cost-Effectiveness
Spiral duct machines cut material waste by 3–7% since the continuous process uses standard-width coils efficiently. Rectangular ducts need more joints and reinforcements, which burn through extra sheet metal.
Energy use averages 4–6 kWh per hour for a mid-size machine with a 7.5 kW motor and hydraulic cutter. This moderate demand keeps operating costs in check.
Routine maintenance mostly means lubrication and alignment checks. Roller bearings rated for 20,000 operating hours help keep downtime low.
Ducts meet SMACNA and ISO 9001 standards, so rework and scrap costs stay minimal. Contractors on big HVAC projects can forecast labor and material costs more accurately.
Over a year, manufacturers often see production cost reductions of 10–18% compared to manual or segmented-duct methods.

Choosing the Right Spiral Duct Machine
Choosing a spiral duct machine means weighing production volume, duct size range, and budget. The best pick balances capacity, precision, and cost recovery while matching the project’s needs in HVAC or sheet metal work.
Assessing Production Needs
Manufacturers should start by setting daily and monthly output goals. A shop making 500–800 meters of duct per day needs a machine that forms at 20–35 meters per minute.
Small contractors working on 100–200 meters daily can get by with a 10–15 meters per minute unit. Material type matters, too.
Machines that handle galvanized steel (G90 grade) or 304 stainless steel up to 1.2 mm thickness offer flexibility for commercial HVAC jobs. Thicker materials above 1.5 mm call for reinforced forming heads and higher torque motors, usually 7.5–11 kW.
Automation level affects consistency. CNC-controlled cutting and servo-driven feeding rollers keep accuracy at ±0.5 mm, so waste drops by up to 8% over time.
Evaluating Machine Size and Output
Machine size should fit the shop and the duct size requirements. Compact models around 2.8 m × 1.2 m × 1.5 m work for small shops, while industrial lines over 4.5 m long handle bigger loads.
Output links to coil width and diameter range. Machines supporting strip widths of 137–150 mm form ducts from Ø80 mm to Ø1600 mm.
Larger diameters need adjustable forming heads and stronger mandrels that handle 2.5–3.0 tons of coil load. Cooling and lubrication matter, too.
Units with oil mist lubrication at 0.2 L/hour cut friction and stretch roller life to over 15,000 operating hours. Maintenance intervals can stretch to every 6 months, which helps keep downtime low in busy shops.
Considering Budget and ROI
A mid-range spiral duct machine usually costs $25,000 to $60,000, depending on automation and material specs. High-output lines with plasma cutters can go over $100,000.
ROI depends on how often the machine runs and how much material it saves. A shop making 10,000 meters of duct monthly can recoup costs in 12–18 months if uptime stays above 85%.
Energy use matters for the long haul. Machines with inverter-driven motors slash power consumption by 15–20% compared to fixed-speed units, which cuts monthly electric bills and boosts profits without giving up accuracy or speed.
Installation and Operation Guidelines
Good installation and operation of a spiral duct machine rely on steady site conditions, careful setup, and trained operators. Each step affects duct quality, speed, and reliability.
Site Preparation
The installation area must handle a static load of 2,000–3,500 kg, depending on machine size. A reinforced concrete floor with a flatness tolerance under ±2 mm per meter keeps forming rolls and cutting heads lined up right.
Ambient temperature should stay between 10 °C and 40 °C, with humidity under 75% RH to prevent coil corrosion. Lighting should hit at least 500 lux so operators can check seams and edges.
Power supply needs to match the input—typically 380 V, 50 Hz, three-phase—and have a circuit breaker rated at 40 A. The machine uses compressed air for cutting and clamping, so a steady 0.6–0.8 MPa air source is a must.
Placing the decoiler, host unit, and run-out table in a straight line helps avoid torsion on forming tubes. Leaving 1.5 m of clearance around the machine gives crews safe access for coil changes and maintenance.
Setup Procedures
Before starting, technicians install forming molds sized for the duct diameter, usually Ø80 mm to Ø1,250 mm. Correct mold selection keeps seam overlap at 5–7 mm, maintaining airtightness at Class C leakage rating (per EN 12237).
Technicians adjust the strip feeder so the steel strip enters forming rolls at a 0° feed angle. Misalignment over 1° creates uneven spiral pitch.
The cutting system, often a rotary blade with ±0.5 mm tolerance, needs calibration before continuous production. Lubrication points on drive shafts get ISO VG 68 mineral oil every 40 operating hours.
Forming rolls generate frictional heat up to 60 °C. Proper lubrication prevents surface scoring and extends roll life.
After setup, a test coil of 1 m length checks seam tightness and roundness. Operators measure diameter deviation, aiming for ±1 mm across the full length.
Operator Training
Operators need to understand electrical, pneumatic, and mechanical systems. Training runs 16–24 hours and covers coil loading, mold changes, and emergency shutdown.
The PLC control system (Siemens S7‑1200) manages feed rate and cutting length. Encoder resolution at 0.01 mm allows precise tube length control up to 10 m without manual correction.
Safety modules include lockout procedures and sensor calibration. Operators verify the photoelectric sensor detects the tube edge within 0.2 s; any delay can cause incomplete cuts.
Routine checks include monitoring motor current (nominal 12 A) and air pressure stability. When these stay in range, the machine keeps pitch spacing consistent and reduces scrap rate below 2%.
Maintenance and Troubleshooting
Reliability for a spiral duct machine comes from regular cleaning, mechanical inspection, and calibration. Spotting wear early and managing replacement parts helps avoid downtime.
Routine Maintenance Tasks
Technicians inspect forming rolls every 100 hours for surface wear over 0.2 mm. Excessive wear causes uneven seams and air leakage.
The cutting blade gets sharpened or replaced once its edge radius exceeds 0.5 mm, which keeps cuts clean and prevents burrs. Motor bearings need lubrication every 250 hours with lithium-based grease rated for –20°C to 120°C.
This grease minimizes friction and stays stable under temperature swings. Replace the hydraulic oil filter every 1,000 hours to keep pressure between 6–8 MPa.
Operators clean the coil feed path daily using compressed air at 0.6 MPa. This prevents dust from interfering with strip alignment sensors.
Calibrating the diameter control encoder monthly keeps output duct diameter within ±1.5 mm tolerance.
Common Issues and Solutions
Inconsistent spiral pitch often comes from a misaligned forming head. Adjusting the head by ±0.3 mm realigns the strip’s entry angle and restores pitch spacing.
Motor overload happens when coil tension exceeds 150 N. Reducing tension to 120 N prevents torque spikes and overheating.
If the cutting system falls out of sync, check the encoder’s pulse signal. A deviation over 2 pulses per revolution usually means a faulty sensor, so replacing the encoder brings back accurate synchronization.
When the duct seam separates, check that edge folding pressure sits between 0.8 and 1.2 MPa. Too little pressure weakens the interlock; too much deforms the seam.
Electrical faults like control panel errors often trace back to unstable voltage below 380 ±10 V. Installing a voltage stabilizer helps prevent circuit damage and unexpected stoppages.
Spare Parts Management
Store spare parts in a dry area with humidity under 60% RH and temperature between 10°C and 30°C. This protects steel components like forming rolls and shafts made from AISI 1045 carbon steel from corrosion.
Keep an inventory list with part codes, dimensions, and replacement intervals. Cutting blades (SKD11 steel) last about 1,500 hours, while bearing sets (6205ZZ type) run around 4,000 hours.
Each replacement part must match the machine’s design spec. Non-standard parts can mess with torque distribution or alignment, causing vibration above 0.8 mm/s RMS.
Label parts, rotate stock every six months, and check against supplier certificates (ISO 9001 compliant) for consistent performance and traceability.

Latest Innovations in Spiral Duct Machinery
Modern spiral duct machinery now includes automated control, energy-saving systems, and digital monitoring. These upgrades help manufacturers produce ducts with consistent dimensions and tighter tolerances while cutting material waste and costs.
Automation Technologies
New spiral duct machines use servo-driven feed systems with torque ratings from 15 to 25 N·m. Servo motors keep torque steady, so seam overlap stays within ±0.2 mm and finished ducts leak less.
PLC-based controllers (Siemens S7-1200 or Mitsubishi FX5U) automate cutting length, coil changeovers, and seam locking. This automation cuts setup time from about 20 minutes to under 5 minutes per coil.
Frames made from Q235 structural steel with vibration-damping pads rated at 65 Shore A hardness minimize misalignment during high-speed runs. Typical machines handle strip widths of 137–160 mm and wall thicknesses from 0.4 to 1.2 mm.
Automated rolling and cutting units work at 25–35 m/min, ideal for HVAC duct production in factories processing over 3,000 meters of duct per shift. Higher automation does add some control system complexity, so skilled technicians remain essential for calibration and maintenance.
Energy Efficiency Improvements
Recent models use variable frequency drives (VFDs) to adjust motor speed based on load, cutting power use by up to 18% compared to fixed-speed units. VFDs match motor output to torque demand, so energy isn’t wasted during idle or low-load periods.
Motors rated at 7.5–11 kW follow IE3 efficiency class standards, reaching ≥89.5% efficiency. Pair these with low-friction zinc-coated rollers (Ra ≤ 0.8 μm) and the system reduces drag and heat, stretching bearing life past 20,000 hours.
Air pressure systems use oil-free compressors working at 0.6–0.8 MPa, keeping air clean for seam-locking tools. With no oil contamination, duct interiors stay suitable for ventilation and cleanroom jobs.
Energy-saving parts can bump up initial investment by 10–15%, but most shops recover that in two years of steady use.
Digital Monitoring Systems
Advanced spiral duct machines now come with SCADA-integrated monitoring using Modbus TCP/IP or CAN bus communication. Operators track motor current (0–30 A), spindle speed (0–1500 rpm), and seam temperature (up to 180°C) in real time.
Sensors with ±1% accuracy catch deviations in strip tension or diameter, then automatically tweak roller pressure with electro-hydraulic actuators. This feedback loop runs every 10 ms, so the system corrects errors before they mess with product quality.
Touchscreen HMIs with 10.1-inch TFT displays store production data for traceability under ISO 9001. Operators can check coil usage, downtime, and maintenance intervals, which helps cut unscheduled stops by about 12%.
Digital monitoring keeps duct quality consistent for large HVAC projects needing ducts from Ø80 mm to Ø1600 mm. Of course, networked systems do bring cybersecurity risks, so encrypted communication and regular firmware updates are a must.
Industry Standards and Compliance
Spiral duct machines need to meet industrial and safety standards for consistent product quality and safe operation. Most comply with ISO 9001 for quality management and CE marking under the EU Machinery Directive 2006/42/EC.
Machines usually follow electrical safety standard IEC 60204-1, which covers control panel wiring and grounding. This standard defines insulation resistance and circuit protection, lowering electrical hazards during production. Machines built to UL 508A panel standards also meet North American codes.
| Standard | Scope | Key Requirement |
| ISO 9001 | Quality Management | Documented process control |
| CE / EN 60204-1 | Electrical Safety | Grounding, insulation, emergency stops |
| SMACNA / ASHRAE | Duct Fabrication | Dimensional accuracy ±1 mm |
| OSHA 1910 | Workplace Safety | Guarding, operator training |
The frame typically uses Q235 carbon steel with 235 MPa yield strength, giving enough rigidity for forming ducts up to 1.2 mm thick galvanized sheet. This stiffness keeps vibration below 2.5 mm/s RMS, which helps with dimensional repeatability.
Operating temperature ranges from 5°C to 40°C. Humidity should stay under 85% RH to protect control electronics from corrosion.
Machines with IP54-rated enclosures resist dust and splashes, meeting industrial environmental standards. Meeting these standards means spiral duct machines run safely, produce uniform ducts, and stay in line with regional and international rules.
A spiral duct machine forms spiral ducts with diameters from 80 mm to 1600 mm and wall thicknesses between 0.4 mm and 1.2 mm.
The forming speed sits between 10 and 35 meters per minute, so the machine fits both small shops and bigger HVAC production lines.
Most machines use galvanized steel (DX51D), aluminum (AA3003), or stainless steel (AISI 304).
Material choice impacts corrosion resistance and weight—galvanized steel’s zinc coating shields against oxidation, while aluminum drops total duct weight by about 35% compared to steel, making handling and installation quicker.
The machine’s design uses a forming head and continuous strip feed to create a helical seam.
With a 45° spiral angle, the seam boosts rigidity and keeps air leakage under 2% at 2500 Pa pressure.
Optional plasma or shear cutting units help control duct length with ±1 mm tolerance.
Spiral duct machines show up in commercial buildings, factories, and cleanrooms.
Their airtight seams cut energy loss in ventilation systems, but more seam strength and airtightness demand higher forming pressure, which pushes up motor load and power use by about 8–12%.
Choosing a spiral duct machine means weighing production speed, material cost, and energy use.
Most users pick models that match their duct size range and production volume—what else can you do with so many variables?
Frequently Asked Questions
Spiral duct machines form round ducts for HVAC and ventilation systems.
Design, automation, and material compatibility matter for consistent results and balancing cost, maintenance, and output.
What are the primary applications for spiral duct machines?
Spiral duct machines mainly serve HVAC air distribution, industrial ventilation, and dust extraction.
They produce ducts with diameters from 80 mm to 1600 mm and wall thicknesses between 0.4 mm and 1.2 mm.
The continuous helical seam keeps air leakage below 1 % at 2500 Pa, so these ducts fit commercial buildings, factories, and even underground transport systems where controlled airflow matters.
How does a spiral duct machine differ from other duct forming equipment?
Spiral duct machines shape a continuous metal strip into a round tube using a forming head and spiral seam lock—unlike rectangular duct machines.
This approach cuts the number of joints by about 30 % and trims installation time by up to 25 %.
The circular cross-section lowers airflow resistance by roughly 10 % compared to rectangular ducts of equal area.
Less turbulence happens thanks to the uniform internal radius from the helical forming process.
What materials can be processed with a spiral duct machine?
Most machines handle galvanized steel (SGCC grade, 275 g/m² coating), stainless steel (AISI 304 or 316), and aluminum sheets with tensile strength from 240 MPa to 320 MPa.
Forming rollers and mandrels use hardened alloy steel (HRC 58–62) to resist wear from constant metal contact.
This setup keeps dimensional accuracy within ±0.3 mm over duct lengths up to 6 m.
What are the maintenance requirements for a spiral duct machine?
Routine maintenance means lubricating the forming rollers every 80 operating hours and checking cutting blades after every 500 m of production.
Drive belts need a weekly tension check to keep rotation speeds steady at 12–35 m/min.
Since the machine uses synchronized feeding and cutting, sensor calibration every three months keeps length accuracy within ±1 mm.
Skipping these steps can lead to seam misalignment or uneven duct diameters—not ideal.
How does automation impact the efficiency of spiral duct machines?
Automated control systems with PLC units and servo drives keep feeding and cutting continuous and automatic.
This setup bumps production throughput up to 40 % over manual systems.
Automation maintains steady forming speed and tension, cutting material waste by about 3 % per coil.
The feedback loop tweaks roller pressure in real time, so seam tightness stays consistent even as sheet thickness changes.
What are the cost considerations when purchasing a spiral duct machine?
Base models with manual adjustment usually cost between USD 15,000 and 25,000. Fully automated machines with servo control and integrated cutting systems jump up to about USD 35,000 to 60,000.
Operating costs include electricity use of 4–6 kW per hour. Maintenance parts run around USD 500 a year.
Many buyers weigh the higher upfront price against the savings from lower labor costs and the boost in production speed that automation brings.
Want to Know More About Our Products?
View All Products Now